西门子PLC双轴插补与运动控制程序仿真实践
西门子PlC.双轴插补走斜线,圆弧,连续运动,同步。 西门子1500T运动控制程序,点开即可仿真运行! PLC运动控制程序+wincc面板+动画+3D机构,仿真运动过程。 V15-1及以上可打开,Plcsim仿真
西门子PLC双轴插补:解锁运动控制新玩法
最近在研究西门子PLC的运动控制,发现双轴插补实现斜线、圆弧连续运动以及同步的功能特别有意思,今天就来跟大家分享分享相关的内容,还会附上超实用的1500T运动控制程序,点开就能仿真运行哦!
一、西门子1500T运动控制程序亮点
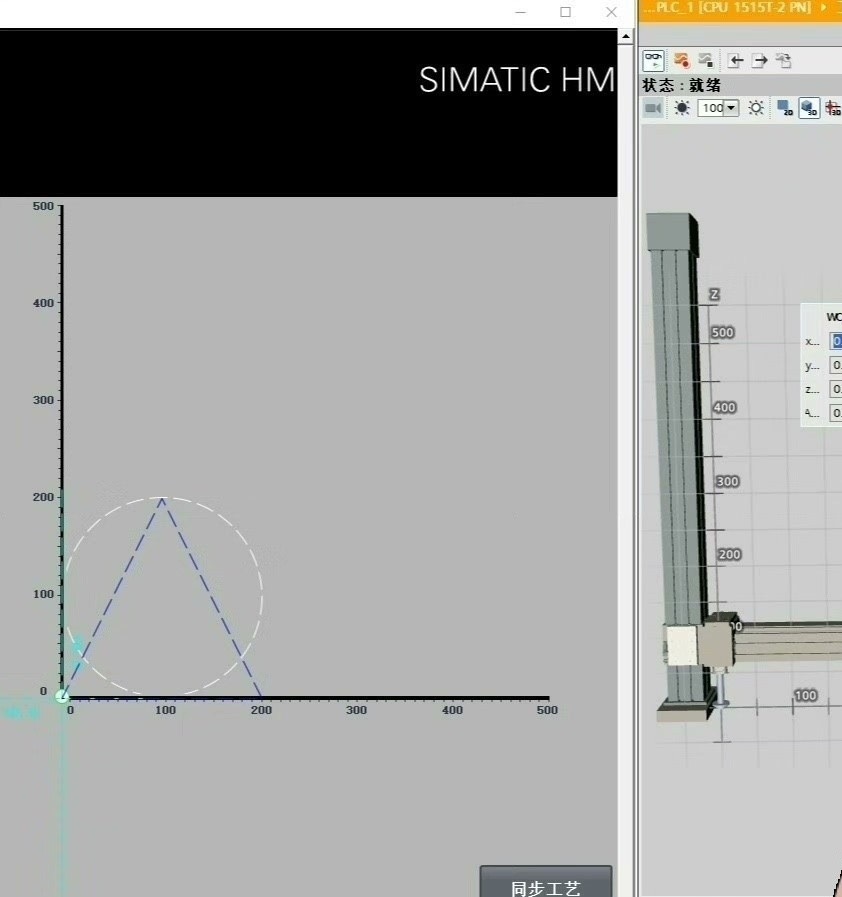
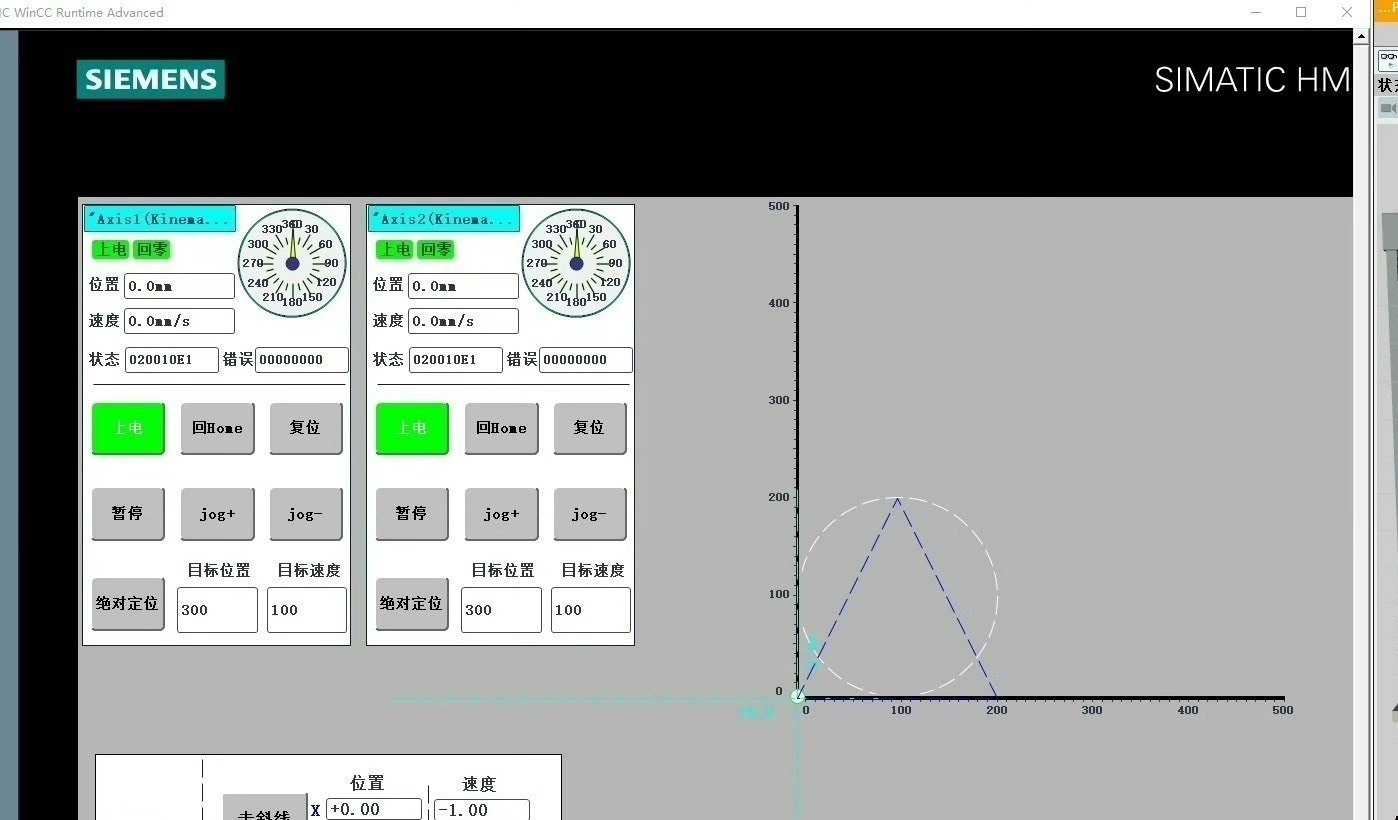
这次分享的程序配套有wincc面板、动画以及3D机构,能让我们直观地看到仿真运动过程,只要你的版本在V15 - 1及以上,就能用Plcsim轻松仿真。
二、双轴插补实现斜线运动
在西门子PLC中,要实现双轴插补走斜线,关键在于控制两个轴的速度和位移的比例关系。以下是一段简化的代码示例(这里以LAD语言为例):
NETWORK 1:
// 初始化轴1和轴2的速度设定值
// 这里假设轴1速度为V1,轴2速度为V2,且V1和V2成一定比例,以形成斜线运动
MOV_R 100.0, #Axis1_Velocity // 设定轴1速度为100
MOV_R 50.0, #Axis2_Velocity // 设定轴2速度为50,这里V2是V1的一半,以实现特定斜率的斜线
NETWORK 2:
// 启动轴1和轴2的运动
// 轴1运动指令
MC_MoveVelocity
Axis := #Axis1
Velocity := #Axis1_Velocity
OverV := 100.0
OverAcc := 100.0
OverDec := 100.0
CancelTraversing := 0
Interrupt := 0
// 轴2运动指令
MC_MoveVelocity
Axis := #Axis2
Velocity := #Axis2_Velocity
OverV := 100.0
OverAcc := 100.0
OverDec := 100.0
CancelTraversing := 0
Interrupt := 0
在这段代码里,我们通过 MOV_R 指令分别设定了轴1和轴2的速度。轴1速度设为100,轴2速度设为50,这样在运行时,两个轴就会以一定比例的速度前进,从而走出斜线。然后通过 MC_MoveVelocity 指令启动两个轴的运动,注意这里的 OverV、OverAcc 和 OverDec 分别是速度、加速度和减速度的倍率,这里都设为100%。
三、双轴插补实现圆弧运动
实现圆弧运动相对复杂一些,需要用到更高级的算法和指令。在西门子PLC中,通常会借助运动控制功能块来实现。下面是一个简单示意代码:
NETWORK 1:
// 设定圆弧运动的参数
// 圆心坐标(Xc, Yc),起点坐标(X0, Y0),终点坐标(X1, Y1)
MOV_R 50.0, #Circle_Xc // 圆心X坐标
MOV_R 50.0, #Circle_Yc // 圆心Y坐标
MOV_R 0.0, #Circle_X0 // 起点X坐标
MOV_R 0.0, #Circle_Y0 // 起点Y坐标
MOV_R 100.0, #Circle_X1 // 终点X坐标
MOV_R 100.0, #Circle_Y1 // 终点Y坐标
NETWORK 2:
// 使用MC_MoveCircle功能块实现圆弧运动
MC_MoveCircle
Axis1 := #Axis1
Axis2 := #Axis2
Center1 := #Circle_Xc
Center2 := #Circle_Yc
Start1 := #Circle_X0
Start2 := #Circle_Y0
End1 := #Circle_X1
End2 := #Circle_Y1
Velocity := 100.0
OverV := 100.0
OverAcc := 100.0
OverDec := 100.0
CancelTraversing := 0
Interrupt := 0
这里我们首先设定了圆弧运动所需的圆心坐标、起点坐标和终点坐标。然后利用 MC_MoveCircle 功能块,将轴1和轴2与设定的坐标参数关联起来,设定好速度、加速度和减速度等参数,就能实现双轴插补的圆弧运动啦。
四、连续运动与同步
要实现连续运动和同步,关键在于对轴的控制逻辑和运动参数的精准设置。例如,在一段连续运动代码中:
NETWORK 1:
// 第一个运动阶段,斜线运动
// 设定轴1和轴2速度,形成斜线运动
MOV_R 100.0, #Axis1_Velocity1
MOV_R 50.0, #Axis2_Velocity1
MC_MoveVelocity
Axis := #Axis1
Velocity := #Axis1_Velocity1
OverV := 100.0
OverAcc := 100.0
OverDec := 100.0
CancelTraversing := 0
Interrupt := 0
MC_MoveVelocity
Axis := #Axis2
Velocity := #Axis2_Velocity1
OverV := 100.0
OverAcc := 100.0
OverDec := 100.0
CancelTraversing := 0
Interrupt := 0
NETWORK 2:
// 检测斜线运动完成
// 这里假设用轴的状态位来判断运动完成
A #Axis1.StatusFlags.AtTargetPosition
A #Axis2.StatusFlags.AtTargetPosition
= #Slope_Move_Complete
NETWORK 3:
// 斜线运动完成后,启动圆弧运动
// 如果斜线运动完成,设定圆弧运动参数并启动
A #Slope_Move_Complete
JCN _No_Circle_Move
// 设定圆弧运动参数
MOV_R 50.0, #Circle_Xc
MOV_R 50.0, #Circle_Yc
MOV_R 100.0, #Circle_X0
MOV_R 50.0, #Circle_Y0
MOV_R 150.0, #Circle_X1
MOV_R 100.0, #Circle_Y1
MC_MoveCircle
Axis1 := #Axis1
Axis2 := #Axis2
Center1 := #Circle_Xc
Center2 := #Circle_Yc
Start1 := #Circle_X0
Start2 := #Circle_Y0
End1 := #Circle_X1
End2 := #Circle_Y1
Velocity := 100.0
OverV := 100.0
OverAcc := 100.0
OverDec := 100.0
CancelTraversing := 0
Interrupt := 0
_No_Circle_Move:
在这段代码里,首先进行斜线运动,然后通过检测轴的 “AtTargetPosition” 状态位来判断斜线运动是否完成。当斜线运动完成后,就启动圆弧运动,从而实现连续运动。而同步方面,通过对两个轴的速度和运动指令的协同控制,让它们在整个运动过程中保持相对的同步关系。
总之,西门子PLC在双轴插补实现斜线、圆弧连续运动和同步方面功能强大,只要我们掌握好相关指令和编程逻辑,就能开发出满足各种复杂运动需求的程序。希望今天分享的内容和代码示例能给大家带来帮助,赶紧下载程序,用Plcsim仿真运行试试吧!
在工业自动化领域玩转双轴联动总有种莫名的爽感,特别是当机械臂画着圆弧划过空中的瞬间——这玩意儿可比在图纸上画圆刺激多了。今天咱们用西门子S7-1500T PLC实操一把,让两个伺服轴走出风骚的轨迹,顺便在WinCC上搞个3D动画实时监控。
先甩段硬核代码镇楼:
// 斜线插补
MC_MoveLinear(
AxisGroup:=1,
Velocity:=200.0,
Position:=X200_Y300,
CoordSystem:=1,
BufferMode:=0);
别被这堆参数吓到,AxisGroup=1代表双轴组号,Velocity单位是毫米/秒。重点是这个X200_Y300的坐标点,PLC会自动计算两轴的速度分配。比如X轴要跑200mm,Y轴要跑300mm,会自动按2:3的比例分配脉冲,保证两轴同时到达终点。
想让设备走出妖娆的弧线?试试圆弧插补指令:
MC_MoveCircular(
AxisGroup:=1,
EndPosition:=X400_Y0,
CenterPoint:=X200_Y100,
PathChoice:=1,
Velocity:=150.0);
这里CenterPoint参数藏着玄机,它决定了圆弧半径和旋转方向。假设当前在原点(0,0),设置中心点(200,100)后,实际走的是半径223.6mm的圆弧(勾股定理算的,不信自己按计算器)。PathChoice=1表示顺时针转,改成2就是逆时针撩个反手弧线。
连续运动才是灵魂所在!配置运动队列时记得用缓冲模式:
MC_MoveLinear(
AxisGroup:=1,
Velocity:=300,
Position:=X500_Y800,
BufferMode:=1); // 平滑衔接模式
MC_MoveCircular(
AxisGroup:=1,
EndPosition:=X300_Y600,
CenterPoint:=...,
BufferMode:=2); // 队列模式
当BufferMode=1时,新指令会平滑衔接当前运动;BufferMode=2则把指令存入队列。实测中发现个骚操作:连续发5个BufferMode=2的指令,设备能走出行云流水的波浪轨迹,跟德芙巧克力似的纵享丝滑。
同步控制这块必须上硬菜:
MC_SyncMotion(
MasterAxis:=Axis_X,
SlaveAxis:=Axis_Y,
GearRatio:=1.5,
Offset:=50.0);
这个GearRatio=1.5意味着Y轴速度永远是X轴的1.5倍。曾经在调试时把比值设成π(3.14159),结果设备走出个类似正弦曲线的诡异轨迹,把隔壁工位的老师傅都看懵了。
仿真环境搭建有讲究:
- 在TIA Portal里把PLC类型选成1500T
- WinCC画面里拖入3D控件,绑定PLC变量
- PLCSim Advanced设置里勾选"Enable motion simulation"
- 运行后能看到虚拟机械臂跟着程序走位
有个坑得提醒:圆弧插补的终点必须严格在圆周上,否则会报错。曾经有个项目因为计算时四舍五入,导致终点偏差0.01mm,设备直接罢工——这货比女朋友还难哄,差一丝都不行。
最后放个大招:在OB30循环中断里塞入这段代码,能让设备走出分形图案:
IF counter MOD 2 =0 THEN
angle := angle + 30;
ELSE
radius := radius * 0.8;
END_IF;
MC_MoveCircular(
EndPosition:=SIN(angle)*radius,
CenterPoint:=COS(angle)*radius);
counter +=1;
运行效果堪比机械臂在跳机械舞,每个转角都带出新的分支轨迹。当然这属于工程师的恶趣味,产线设备千万别这么玩,除非你想看老板表演川剧变脸。
搞完程序别急着收工,WinCC上的3D动画得调教到位。把伺服轴的ActualPosition变量绑定到模型关节上,比例系数设对就能实时映射动作。有次忘记把单位从毫米转成米,结果动画里的机械臂直接冲出屏幕,场面堪比科幻片里的机器人暴走。
这套组合拳打下来,基本能在厂里横着走。不过记住,仿真跑得再6也得实地调试,毕竟现实世界没有PLCSim的复位按钮——别问我怎么知道的,说多了都是伺服电机的眼泪。
西门子PlC.双轴插补走斜线,圆弧,连续运动,同步。
西门子1500T运动控制程序,点开即可仿真运行!
PLC运动控制程序+wincc面板+动画+3D机构,仿真运动过程。
V15-1及以上可打开,Plcsim仿真


立足具身智能前沿赛道,致力于搭建全球化、开源化、全栈式技术交流与实践共创平台。
更多推荐

 30
30 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)