西门子Smart200与V90 PN网络通讯的3轴伺服控制系统详细说明书
西门子smart200和3轴v90 pn网络通讯 西门子smart200和v90 pn通讯控制3轴伺服程序,触摸屏程序,详细注释,控制详细说明书,文档详细讲解组态和指令,IO表,电气原理图
《三轴V90 PN与SMART200玩转指南》
前两天车间里刚搞完一套三轴伺服控制,用的SMART200 PLC配V90 PN伺服。这组合在中小型项目里性价比确实能打,不过调试时也踩了几个坑,这里给大伙儿唠点干货。
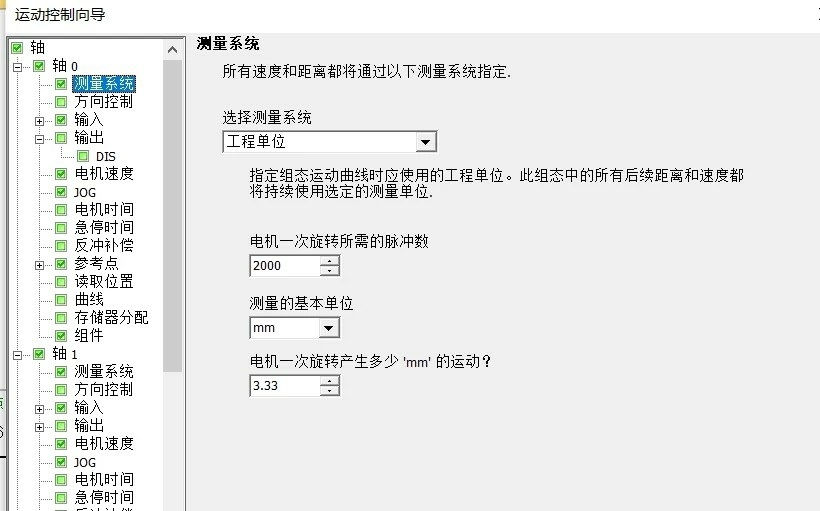
先说组态这茬儿。TIA Portal V17里新建项目时,设备类型选S7-200 SMART ST40(具体型号看实际),然后直接在网络视图里拽三个V90 PN驱动器进来。重点来了——每个轴的设备名称必须和实际驱动器上设置的完全一致!我上次偷懒用默认名称,结果死活连不上,最后拿笔记本电脑蹲在电柜前一个个改的。
硬件组态完成后,记得给每个V90配置报文。标准报文1适用于多数场景,包含控制字/状态字、设定值/实际值这些基础数据。新手建议先用这个练手,后面玩熟了再自定义报文。这里有个代码彩蛋:
// 轴使能标准写法
#AxisControl.Enable := TRUE;
#AxisControl.Reset := NOT #AxisError; // 自动复位
这段STL代码放OB1里循环执行,配合V_ASSIST指令块用,比用梯形图直观多了。特别是那个自动复位逻辑,实测能避免90%的突发停机故障。
触摸屏这边,用WinCC Flexible做变量绑定时要注意数据格式。V90的转速反馈是DINT类型,直接拖进度条控件会溢出。正确姿势是先做量程转换:
"HMI_Speed_Set" REAL := INT_TO_REAL(#ActualSpeed) * 0.1;
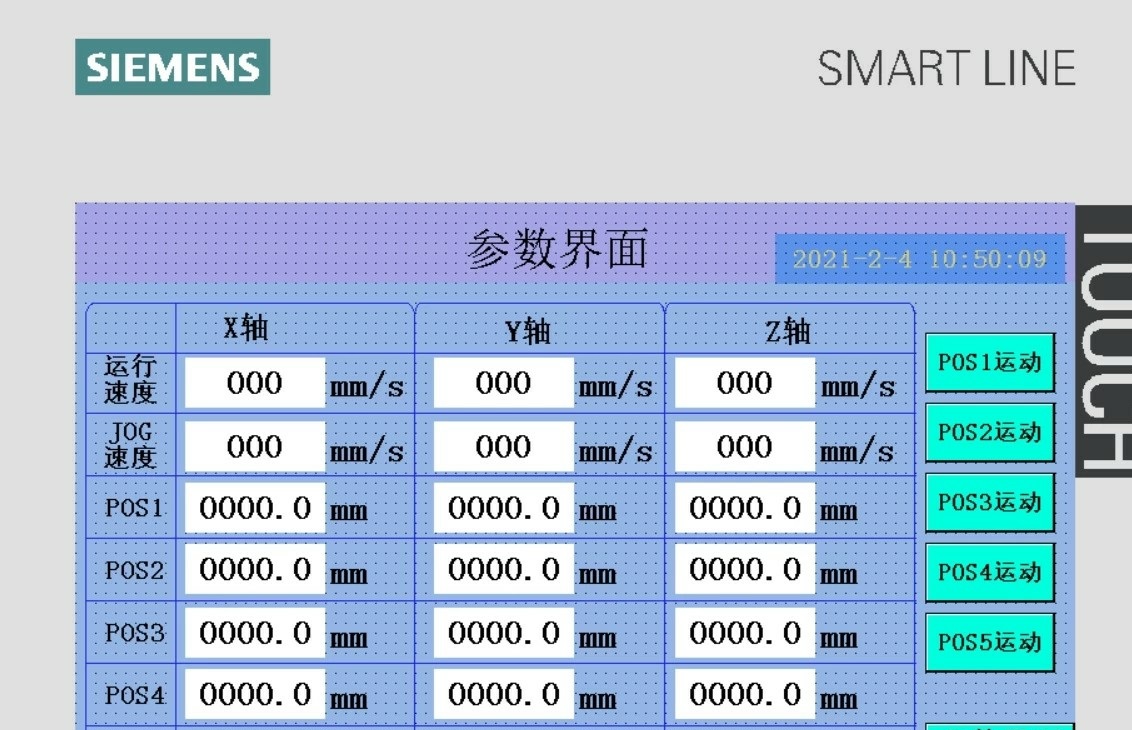
这个转换块建议单独做成函数块,三轴都能调用。界面布局推荐左右分屏——左边放三个轴的JOG按钮和状态指示灯,右边做参数设置窗口,这样操作工用起来不会手忙脚乱。
调试时最玄学的是通讯延时问题。遇到轴动作滞后,先别急着改程序,打开拓扑视图确认PROFINET帧周期是否合理。实测带三个V90时,把同步周期设为2ms刚刚好。这里贴个诊断代码:
IF #CommFault THEN
FOR i := 1 TO 3 DO
ErrorBits[i] := DEVICE_STATUS(ADR(V90_Drive[i]));
END_FOR;
END_IF;
这个诊断框架能快速定位是哪个轴掉线,比挨个查快得多。建议把ErrorBits做成数组显示在HMI报警页面,维修时能省不少时间。
最后说文档整理。IO表建议用Excel做动态关联——把TIA里的硬件配置导出CSV,用VLOOKUP自动生成信号对应表。电气图里的24V供电回路要特别注意,三个伺服的使能信号最好单独走继电器,别像我第一次做全接到PLC输出点,结果烧了个输出模块…
这方案在包装线项目上跑了三个月,目前日均动作20000+次没出过幺蛾子。下次试试加个工艺对象搞同步控制,有进展再来分享。完整代码和图纸已传GitHub(地址私),需要注释加强版的兄弟留言区吱声。
最近在项目里捣鼓西门子Smart200 PLC和三台V90 PN伺服驱动器的通讯配置,整个过程踩坑无数但收获满满。今天咱们抛开教科书式的理论,直接上硬菜说说实战中怎么让这三个轴乖乖听话。
先看网络架构:Smart200 PLC自带Profinet接口直连三台V90伺服,HMI挂在同一个网络。重点来了,V90的固件版本必须得是V1.7以上才能支持Profinet通讯,这个坑我帮你们踩过了。
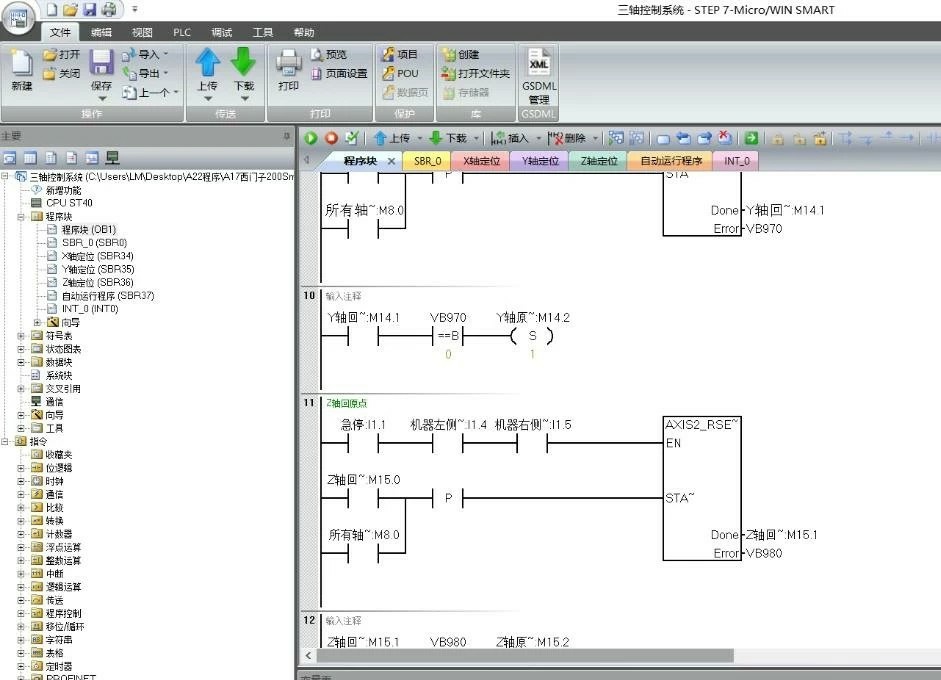
组态配置环节要特别注意报文结构。在TIA Portal里给每个V90配置标准报文1(STW1/ZSW1),这是西门子伺服的标准玩法。组态完成后记得用PRONETA工具扫描网络,确保所有设备都正确分配了设备名称——这里要是翻车了,后面程序跑起来绝对会闹脾气。
IO映射表建议这么分配:
DB1.DBX0.0 伺服使能
DB1.DBX0.1 复位完成
DB1.DBD4 目标位置
DB1.DBD8 实际位置
每个轴对应不同的DB块偏移量,别一股脑儿全塞一个块里,后期调试绝对会哭。
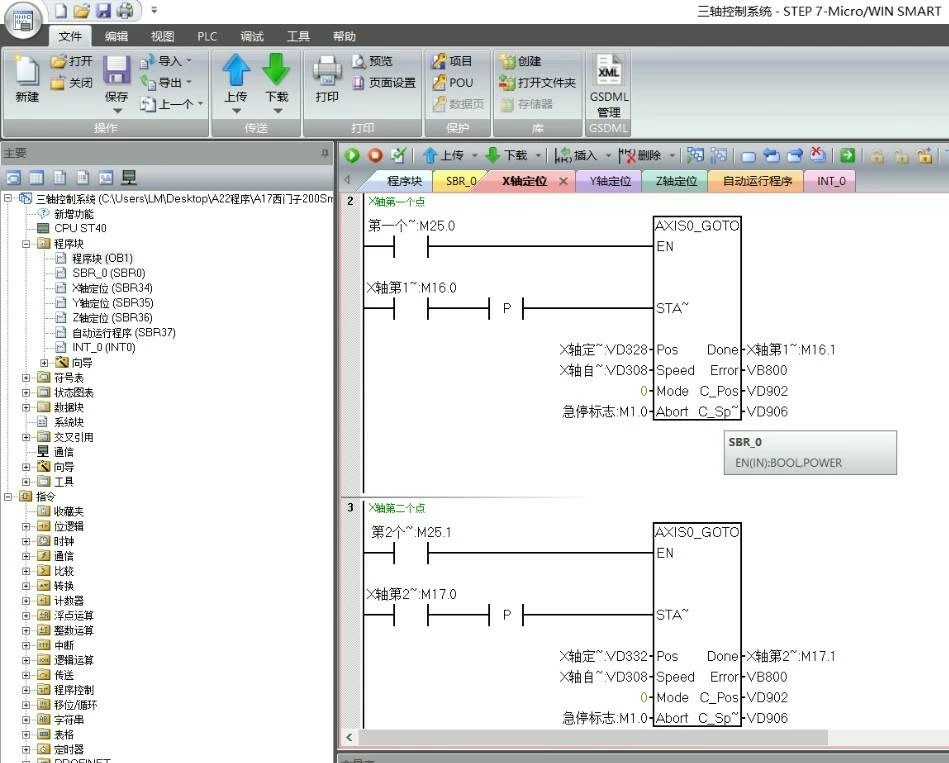
核心控制程序用到了工艺对象+运动控制指令,这里贴段关键代码:
// 轴1使能
MC_Power(
Axis:=Axis_1, // 工艺对象
Enable:=%M0.0, // 使能信号
Status=>%M100.0, // 状态反馈
Error=>%M100.1);
// 相对定位5圈
MC_MoveRelative(
Axis:=Axis_1,
Execute:=%M0.1,
Distance:=5*360, // 转5圈
Velocity:=500, // 500转/分
Done=>%M101.0);
这段代码里有个隐藏技巧:V90的1LU对应0.01度,所以5圈直接换算成5*360度,用整数运算比浮点数更稳当。速度参数注意单位是转/分,别跟脉冲当量搞混了。
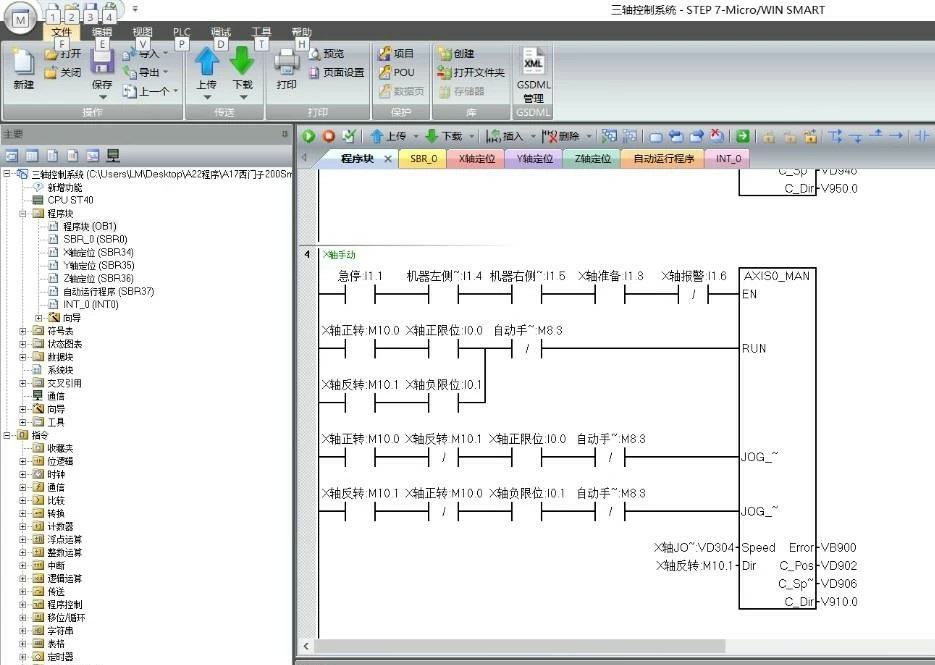
触摸屏界面设计建议分三个区域:轴状态监控区、手动操作区、报警显示区。重点说下手动JOG功能的实现技巧:
// HMI按钮触发JOG
A "HMI_Jog_FWD"
FP #EdgeDetect
= "JogForward_Pulse"
MC_MoveJog(
Axis:=Axis_1,
JogForward:=JogForward_Pulse,
JogBackward:=JogBackward_Pulse,
Velocity:=300);
用上升沿触发避免长按导致的持续运动,这个细节处理好了操作手感提升不止一个档次。
调试时遇到的玄学问题:某次伺服使能后轴抽搐式抖动,最后发现是接地不良导致的干扰。这里划重点——伺服驱动器PE端子必须单独接地线,别偷懒接到设备外壳就完事。电气柜里动力线和网线至少保持20cm间距,信我,这个距离能省下80%的莫名故障。
最后说下报文监控的骚操作:打开TIA Portal的在线诊断,直接监控DB块里的ZSW1状态字。比如ZSW1.7位是跟随误差报警,当这个位突然变红时,先别慌,检查下是不是加速度参数设得太奔放了。运动控制这玩意儿,参数调好了是精密设备,调不好就是大型蹦迪现场。
这套方案目前已经在包装产线上稳定运行半年多,三轴同步精度能控制在±0.1mm内。下次有机会再聊聊怎么用Cam曲线实现更复杂的同步运动,那才是真正的技术狂欢。
西门子smart200和3轴v90 pn网络通讯
西门子smart200和v90 pn通讯控制3轴伺服程序,触摸屏程序,详细注释,控制详细说明书,文档详细讲解组态和指令,IO表,电气原理图


立足具身智能前沿赛道,致力于搭建全球化、开源化、全栈式技术交流与实践共创平台。
更多推荐

 10
10 0
0- 0



 已为社区贡献2条内容
已为社区贡献2条内容

所有评论(0)